KitMill RD300 で両面切削をするワークフローのメモです。
材料と台座にダボ穴を開け、φ3mmの真鍮棒を挿して固定します。

大まかな流れは以下の通り。
1. Rhinocerosでモデリング
2. MeshCAMでNCデータ生成
3. 表面切削
4. 位置合わせ穴切削
5. 裏面切削
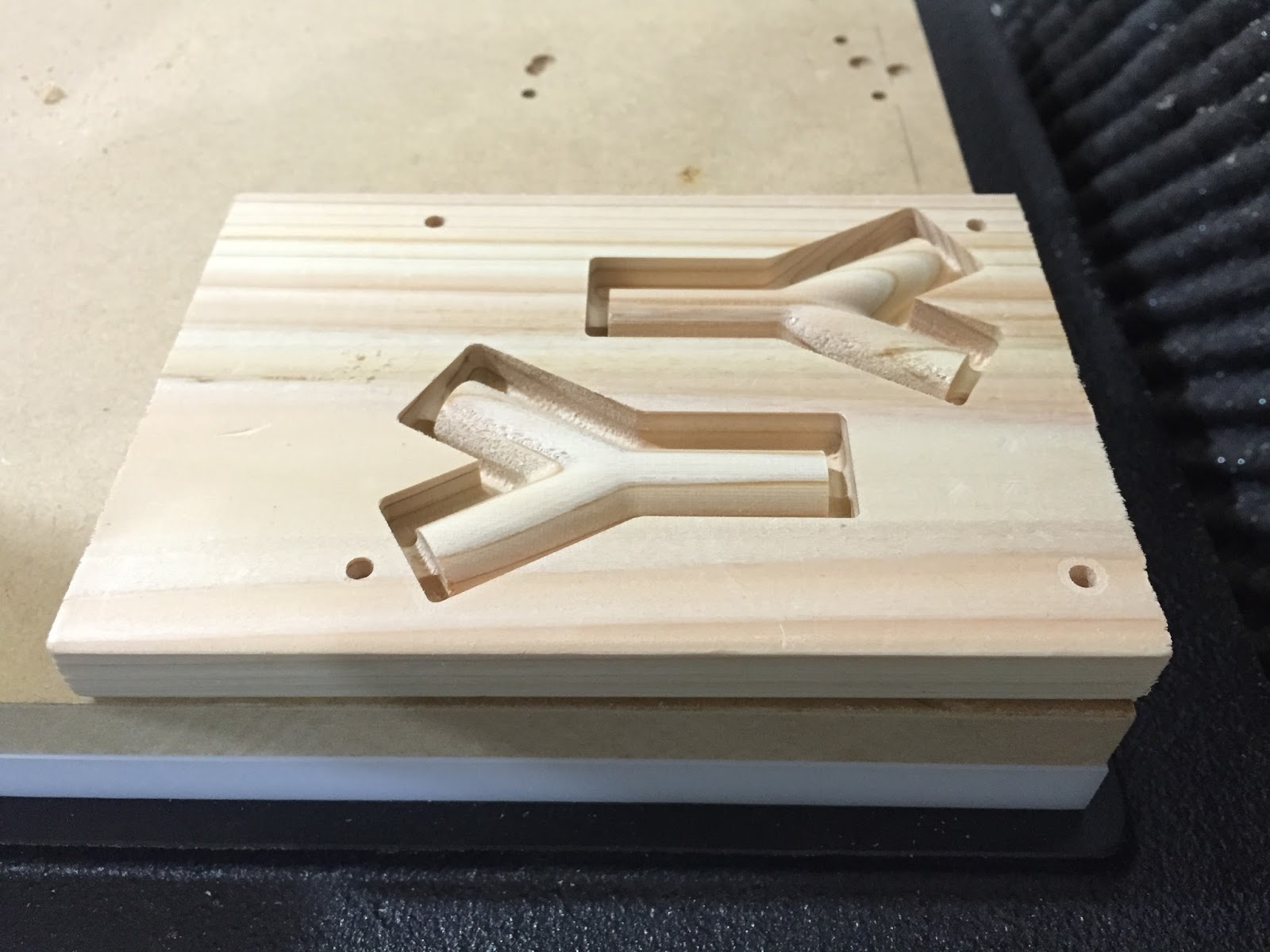
エンドミルの太さ+αオフセットし、ライナーで枠と形状をつなぎます。
目的の形状だけでも切削はできるのですが、全て削ると時間がかかるので、必要な箇所だけ済むようにモデリングしています。
位置合わせ用にφ3mmの真鍮棒を使うので、枠にφ3.2mmほどの穴を開けます。上下2つでもいいですが、CNCフライス盤の台座の状態によって使えない穴があるかもしれないので、余裕を持って計4つとしました。X軸を中心に反転するので、上下の穴のX座標を一致させます。

stlとしてエクスポートします。


切削する深さは、材料の半分よりも少し多くすると、確実に抜く事ができます。今回は12mm厚なので6.5mmとしました。

原点を左下とします。その他、通常の切削と同じにように設定します。

切削範囲の設定で、オフセットした外側と位置合わせ穴を囲みます。オフセットで最小限の切削量となっているので、ざっくりでOKです。

切削設定をしたら、OKをクリックしてツールパスの生成します。

生成が終わったら、表面(Top Setup)と裏面(Bottom Setup)をそれぞれ保存します。

切削範囲設定を一旦クリアし、位置合わせ穴だけを選択します。
ツールパスを生成し、表面だけを保存します。このファイルは、CNCフライス盤の台座に穴を開けるために使用します。


材料を取り付け、エンドミルの位置・高さを調整します。表面のデータをUSBCNC読み込み切削。



材料を、X軸を中心に180度回転し、真鍮棒で位置合わせをします。
この写真は、設置場所の都合で横から撮影しているので、縦がX軸です。

上下の位置を合わせてはめ込みます。少しきつめなので固定する役割も果たしてくれます。

裏面のデータをUSBCNCに読み込み切削。


CNC関係の記事
・CNCフライス盤KitMill RD300を購入
・KitMill RD300 の切削テスト
・KitMill RD300 で両面切削
材料と台座にダボ穴を開け、φ3mmの真鍮棒を挿して固定します。
大まかな流れは以下の通り。
1. Rhinocerosでモデリング
2. MeshCAMでNCデータ生成
3. 表面切削
4. 位置合わせ穴切削
5. 裏面切削
1. Rhinocerosでモデリング
材料の大きさのブロックを作り、目的の形状を配置します。今回はW84mm, D90mm, H12mm です。エンドミルの太さ+αオフセットし、ライナーで枠と形状をつなぎます。
目的の形状だけでも切削はできるのですが、全て削ると時間がかかるので、必要な箇所だけ済むようにモデリングしています。
位置合わせ用にφ3mmの真鍮棒を使うので、枠にφ3.2mmほどの穴を開けます。上下2つでもいいですが、CNCフライス盤の台座の状態によって使えない穴があるかもしれないので、余裕を持って計4つとしました。X軸を中心に反転するので、上下の穴のX座標を一致させます。

stlとしてエクスポートします。

2. MeshCAMでNCデータ生成
stlを読み込む際、2-Side Machiningを選択します。
切削する深さは、材料の半分よりも少し多くすると、確実に抜く事ができます。今回は12mm厚なので6.5mmとしました。

原点を左下とします。その他、通常の切削と同じにように設定します。

切削範囲の設定で、オフセットした外側と位置合わせ穴を囲みます。オフセットで最小限の切削量となっているので、ざっくりでOKです。

切削設定をしたら、OKをクリックしてツールパスの生成します。

生成が終わったら、表面(Top Setup)と裏面(Bottom Setup)をそれぞれ保存します。

切削範囲設定を一旦クリアし、位置合わせ穴だけを選択します。
ツールパスを生成し、表面だけを保存します。このファイルは、CNCフライス盤の台座に穴を開けるために使用します。

3. 表面切削
KitMill RD300には樹脂製のテーブルがありますが、その上に12mm厚のMDFを両面テープで貼り付けます。
材料を取り付け、エンドミルの位置・高さを調整します。表面のデータをUSBCNC読み込み切削。
4. 位置合わせ穴切削
材料を取り外し、エンドミルの高さをMDFに合わせます。位置合わせ用のデータを読み込み、切削します。既に何度も使っているので分かりにくいですが、表面と同じ位置に穴が空いています。
5. 裏面切削
材料の穴にφ3mm x 長さ8mmほどの真鍮棒を差し込みます。
材料を、X軸を中心に180度回転し、真鍮棒で位置合わせをします。
この写真は、設置場所の都合で横から撮影しているので、縦がX軸です。
上下の位置を合わせてはめ込みます。少しきつめなので固定する役割も果たしてくれます。

裏面のデータをUSBCNCに読み込み切削。

まとめ
この方法は、以前使っていたローランドのCNCフライス盤の説明書に書かれてい手法です。ネットで調べるとBB弾などの球を位置合わせに使う方法も出てきたのでそちらも試してみましたが、材料の反りなどZ軸がかっちり決まらない自然木の加工では、真鍮棒を使う方がうまくいきました。
CNC関係の記事
・CNCフライス盤KitMill RD300を購入
・KitMill RD300 の切削テスト
・KitMill RD300 で両面切削